19世紀末の懐中時計工場
米国の時計工場
各工程を小さな工房でこなすスイスの時計産業に対し、19世紀末の米国では 全工程を1つの工場に集約して、共通の動力を用いて時計を生産するスタイルが始まりました。時計生産用機械を自国で
作れるようになりましたので、このようなスタイルが可能となったのです。
効率的な生産方式の確立により 米国時計産業は、スイスより低コストで同等以上の品質の時計を生産できるようになりました。第二次世界大戦後にスイスに逆転されるまでの間、繁栄を極めます。
働く人々
当時のElginの工場には2000人以上の男女が働いていました。男性は白シャツ、ベストにネクタイ着用、女性はペチコートに床まで届くロングスカートを着ておりました。
7時から6時まで昼休みの1時間を除いてみっちり働いていたようで、開始時間ぴったりに動力が入るのですが、1分でも遅刻すると15分労働時間から差し引くと規定されていました。
タバコは機械の精度に悪影響を与えると考えられていたため工場内で禁止されていましたが、その代替として噛みタバコを嗜んでいたそうです。
今から見ると汚い話ですが、タン壷がたくさん置いてあったそうです。
1869年当時、女性は一日$1少々の日給で、男性は多くて$3。一方、技術者の親玉は年棒$5000でした。
時計製造の工程
右の歯車加工や機械加工の写真のように各機械の動力は、まとめて天井から供給されていました。以下1869年のHarpersの記事*3)により、工場の部屋毎の各工程を紹介します。
1)機械加工(Machine Shop)
Machine Shopと呼ばれる機械工房で時計製造に必要な機械や道具を用意します
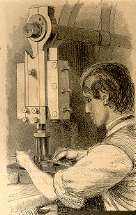
2)金属板加工(Steel, Punching Room)
鉄板や銅板の圧延、プレス加工により歯車の元となる円形部品を打ち抜きます。
3)台座加工(Plate Room)
時計の台座部分に穴あけ等の加工を実施。
4)ネジ(Screw and Steel Department)
機械によりいろいろなネジを切り出して行きます。
5)テンプ加工(Balance)
2)で型抜きされた金属をみがき、微細な穴をドリルであけてバランス用小型ネジをテンプに付けます。この部分だけで80工程もあるそうです。
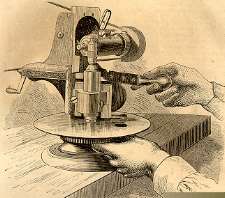
6)歯車加工(Train Room)
工場で最大の部屋で、最も多人数の工程です。歯車の歯を削り出し、軸の加工も行います。
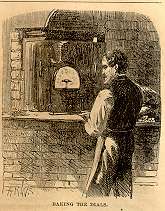
7)文字盤(Dials)
銅版にエナメルを塗って焼き上げ、表面を金剛砂等で磨きます。その後にペンを使って数字と目盛りを描き、最後に拡大鏡で見ながら細いラクダの毛の筆でElginの文字を書き込みます。(人が書いていたなんて!!)
慣れた職人は5分で2個描けたそうです。
8)仮組立て
ばねを香箱に手で巻いて入れ、その他の部品も仮に組み立てて、数時間動かしてヒゲゼンマイの長さを調整します。
9)金メッキ(Gilding Room)
時計を分解して、部品をメッキ液に浸して電気を加え、金メッキします
10)最終組立て(Finishing Room)
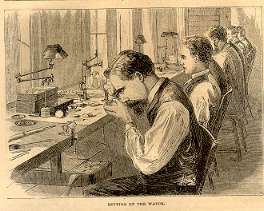
時計師(watch maker)と呼ばれる権威ある技師が全部品を検査し、バランスやヒゲゼンマイを組上げます。
11)検査・調整 (Inspect、Adjust)
検査技師により全部品に欠陥がないか検査され、合格したものについて調整を行います。ランプで43℃に温めて8時間動かし、次に冷蔵庫で-17℃に冷やして8時間動作させてテストします。もし、時間がずれるようでしたらテンプ部のネジを調整するか交換します。同様に姿勢を変えて調整して完成となります。
当時は機械のみを出荷し、ケースは右図のような別メーカーが作って、客の好みに応じて 宝飾店で機械と一体にするのが一般的でした。


19世紀末の時計工場は機械化されていたとはいえ、人間の労働に大きく依存した工場でした。
100年前の工場やそこで働く人々の様子を調べてみましたので御覧下さい。
Elginの女工達 (歯車加工) *1)
Elginの男性達 (組立て) *2)
機械加工(Machine Shop) *4)
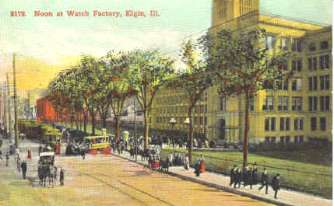
Elginの昼 (正面) *5)
歯車の型抜き *3)
文字盤の焼成 *3)
歯車の切断 *3)
部品の組立 *3)
テンプ *3)
Illinois Watch Case Company *5)